Uy qurilishi uchun maskan maslahati. Late-ga moslash
Lateda qayta ishlangan ish qismini o'rnatish va birlashtirishning tabiati mashinaning turiga, ish qismining xususiyatlariga (ish qismining diametrning diametrining diametrining diametrining diametrining diametrining nisbati), kerakli aniqlik va boshqa omillar. Burilish va vintli ichimliklar paytida bo'sh joylar turli xil qurilmalarda o'rnatiladi (3-rasm).
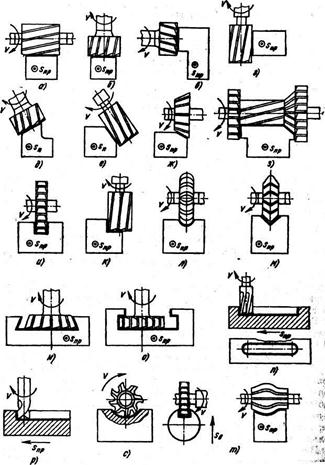
3-rasm. Muvofiqliklar va aksessuarlar:
ammo -uch yorliqni o'z-o'zini tashkil etuvchi kartriji: 1 - kichik konuse tishli g'ildiragi; 2 - katta konuse tishli g'ildiragi; 3 - tishli tishni hosil qilish; to'rt - kamera; 5 - ish; B. - oddiy markaz; B - Kesish markazi; Janob Center to'p bilan; to'g'ridan-to'g'ri markaz; E. - aylanadigan markaz; J. - kiyim kartrij; s - Chomizik; Va, K. - erigi (ko'chman va sobit); L, m. - mandrel - (oddiy va kengaytiriladigan kollandkov)
Blanklarni ta'minlash uchun uch texnikka (o'zini o'zi tashkil etish) lentridges ishlatiladi silindrsimon shakl Ularning uzunligi diametri 4 taga nisbati bilan 4 tadan iborat bo'lib, bir vaqtning o'zida bir vaqtning o'zida bir vaqtning o'zida bir vaqtning o'zida keskin siljib,, balki bo'shliqlarni tenglashtiradi.
To'rt xonali kartridj assimetrik shaklning bo'sh joylarini tuzatish va sozlash imkoniyatini beradi, chunki har bir kamer mustaqil ravishda harakat qiladi.
KartriRid Camlarni qotib olish mumkin. Natijada, ular bir oz kiyishadi, lekin ularda bu yuzalarda ishlov berilgan yuzalar, dentlar saqlanib qoladi. Dentlarni shakllantirishdan saqlanish uchun, kamdan-kam kameralardan foydalanish kerak.
Qattiq (qattiq) va kengaytiriladigan mandatlar qisqichlar, halqalar va ko'zoynak turidagi bo'sh joylarni, qattiq konsrikrohlikka qarshi kurashish kerak bo'lgan joyda ichki sirtlarni davolash uchun ishlatiladi. tashqi tomon ichki tomon nisbatan Butun konus Mandrelda ishqalanish kuchining burilishidan kelib chiqadi (Manduce Takkak, burga-nosog'liqlar). Butun silindrsimon manrelda, tyindrsimon manrel, tiniq mahkamlash tufayli o'zgarib turadi Bu yong'oq bilan
Jadval paketlari konfiguratsiyasida assimetrik va kompleks hisob-kitoblarni himoya qilish uchun ishlatiladi. StateBuck - bu shpindelni vidab bilan jihozlangan quyma temir disk. Uning old samolyotida 4 ... 6 grouplangan profil va bir nechta o'zaro keskin kesilgan groov va teshiklar. Billetlar taxtalar, sovutgichlar, qisqichli murvatlarga o'rnatiladi.
Markazlar oddiy, kesilgan, to'p, teskari va aylanadigan. Oddiy markazlar tez-tez ishlatiladi va yuqori tezlikda ishlayotganda, orqa tosh pinoliga kiritilgan aylanuvchi markaz ishlatiladi.
Markazni to'xtamaydigan rozetkaga xalaqit bermasa, kesish markazini qo'llamasligi kerak va konus yuzasini qayta ishlayotganda, to'p markazida orqa buvisi foydalaniladi.
Ko'chatlarni qayta ishlashda harakatlanadigan va sobit liniyalardan foydalaniladi (agar bo'sh joy uzunligi uzunligi 10 dan yuqori), ish qismining deflatsiyasini kamaytirish. Ko'chib yuradigan lunettali kaliperga o'rnatiladi va karavotga mahkamlanadi.
Centrokets kompaniyasi krankshraf va eksantrikni o'rnatish uchun ta'mirlash sexlarida qo'llaniladi. Ishlov berish paytida yeng va boshqa qismlar mashinasozning kaliperidagi maxsus armatura yordamida o'rnatiladi va ta'minlanadi.
Blanklarning shakli va hajmiga qarab, konsolidatsiya usullari qo'llaniladi.
Diametri diametrli ish qismining uzunligini baholang 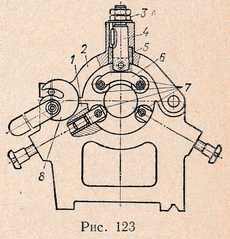 Ish qismlari kartrijda o'rnatiladi. Uchun
Ish qismlari kartrijda o'rnatiladi. Uchun  Ish qismi markazlarda o'rnatiladi va pricked kartriptini ish joyining old uchiga yopishtirilgan pripoll va qisqichbaqasi bilan aralashtiriladi.
Ish qismi markazlarda o'rnatiladi va pricked kartriptini ish joyining old uchiga yopishtirilgan pripoll va qisqichbaqasi bilan aralashtiriladi.
Uchun  Ishlatilgan lunetik.
Ishlatilgan lunetik.
Qilish va vint mashinasida kesilgan kotterlar kaliperli shafqatsiz va uch texnologiyali sostridj yoki o'tkinchi qisqichbaqalarda oldindan o'rnatilgan matkaplar, markazlar va supurg'alarda orqa toshning orqa tomonida o'rnatiladi.
Shaxsiy vazifalar
1. Tezlikning kinematik jadvalini chizing.
2. Belgilangan vintli mashinada qismlarni qayta ishlashda ishlatiladigan qurilmalar tavsifini yuboring.
4. Kinemik zanjirlarni hisoblashda ishtirok etayotgan kinonalar sirematik sxema-da.
5. Kinemik sxemada mitti milni tebranish uchun javobgar bo'lgan tugunni belgilang.
6. Ishning ish qismini o'rnatish va ta'minlash usulini tanlash.
Boshqarish savollari
1. Tirik burilish va apparat mashinasining bosh tuti va ularning maqsadi.
2. Qanday tugunlar va mexanizmlar asosiy harakatni ta'minlaydi?
3. Qanday tugunlar va mexanizmlar topshirishni ta'minlaydi?
4. Mashinaning kinemik sxematik sxemasi nima?
5. Mashinaning kinematik uzatilishi nima?
6. Mashinaning kinematik uzatilishining ko'rsatkichi nima?
7. Turli xil vitslar o'tkazuvchan koeffitsientini aniqlash uchun formulalarni yozing.
8. Qayta burilish va uchrashuv mashinalari va ularning maqsadiga moslashish.
9. 16k20 mashinasida qayta ishlanishi mumkin bo'lgan ish qismining maksimal diametri nima?
10. Spindel milining mumkin bo'lgan stavkalarini chaqiring.
Hozirgi kunda bunday agregatlarning funktsional salohiyatini kengaytirish va ular bo'yicha ba'zi ishlar faoliyatini soddalashtirish uchun turli xil burilishlar uchun turli xil qurilmalar.
1 qo'shimcha uskunalar - nima bo'ladi va nega kerak?
Tirik burilish mashinalarining barcha qurilmalari uchta navdan biri sifatida tasniflanadi. Birinchi variant - bu maxsus, uskunalarning ishlash qobiliyatini oshirishni ta'minlaydi, ikkinchisi asbobni tuzatish uchun ishlatiladi, uchinchi qismlar ishlov berilgan qismlarni himoya qilish uchun ishlatiladi. Turli xil turdagi uskunalarni o'rnatish:
- metall buyumlarning mahsuldorligini oshirishni kafolatlaydigan uskunalar uchun zarur bo'lgan vaqtning pasayishi;
- metallga ishlov berishning to'g'riligini oshirish;
- tegirmon operatsiyalarini amalga oshirish qobiliyati;
- bo'sh joylarning yuqori sifatli mahkamlash.
Mashinalar uchun dastgoh zavodlarda ishlab chiqarilishi mumkin. Bunday qurilmalar odatda korxonalarda ishlaydi. Kichik firmalar va xususiy foydalanuvchilar ko'pincha uy qurilishi snapidan foydalanishadi. Ikkinchisida juda ko'p tarqatish maydalangan qurilmani qabul qildi - maxsus konsol, bu uni bajarishga imkon beradi:
- groov va groovlar namunalari;
- turli xil mahsulotlarni ko'rib chiqish;
- samolyotlarning tegirmoni;
- qayta ishlash va tugatish tegirmonlari.
Imkoniyatlar Internetda va ixtisoslashgan jurnallarda bunday konsolni rasmlarni toping.
2 CAM kartrijlari - eng keng tarqalgan chiziqlar turlari
Lateda qayta ishlangan ish bilan ishlov berish va tuzilishning tabiati, ishlov berishning xususiyatlariga (ish qismining diametrdagi diametrning uzunligi) bo'lgan qismiga bog'liq (diametrning diametri), kerakli ishlov berish aniqligi bog'liq va boshqa omillar.
Tirik burilish va vintli ichimliklarni qayta ishlashda, Bill uch karra o'z-o'zidan shaxsiylashtirilgan kartridjda keng qo'llaniladi (11-rasm, a). Kartrij uchta radial gulxan bilan ularning uyidan iborat bo'lib, kamolar siljiydi. 2. Camlar kartrij uyida o'rnatilgan konusiya jihozlaridan aylanadi. Uchrashuvdagi konusli g'ildiraklardan biri Grace imostri (spiral arxame). Konusiya jihozlarining aylanish markaziga yoki kartridjning o'qini o'rnatishni ta'minlaydigan markazga yoki markazga ko'chib o'tadigan va uning bir vaqtning o'zida uchta kamzulyatsiyani belgilaydi.
Uchuvchan texnika kartrijlari uzunligi diametri diametri bilan bo'sh joylarini ta'minlash uchun ishlatiladi. Nisbati bilan ish qismi markazlarda, piyozli kartridj va pricle-dan ish qismiga uzatishga xalaqit beriladi.
Markazlarda o'rnatish uchun, ish qismi prokladka, i.e. Belgilangan teshiklarni tugatadi. Markaz teshiklari maxsus markazlashtirilgan matkaplar tomonidan amalga oshiriladi; Ularning shakli va hajmi GOST tomonidan o'rnatiladi. Markazlar bilan yaroqsiz ish staji old va orqa markazlarda o'rnatiladi.
Markazlar qo'llab-quvvatlanadi (11, b), kesilgan (11, d), to'plar (11, d), burilib, aylantirish (11-rasm) (11-rasm) (11-rasm). Qo'llab-quvvatlovchi markazlar o'zlarining chidamlilikini oshiradigan karbid maslahatlari bilan tayyorlanadi. Kesish markazlari ish qismining uchlarini kesishda ishlatiladi; Ball markazlar - buxgalterlarning orqa toshini ushlab turish yo'li bilan ko'ndalang toshni siljitish usuli bilan hisoblashda; Teskari markazlar - kichik diametrli blankalarni qayta ishlashda. Bunday holda, qirralarning reklamasi konusga hisoblanadi va markaziy teshiklar teskari markazda amalga oshiriladi. Aylanish markazlari katta kesishmaning metall qatlamini kesishda yoki yuqori kesish stavkalarini qayta ishlashda qo'llaniladi.
Mashina shpindlidan tortib uzatish uchun ish joylarini o'rnatishda (11, g ni) va qisqich (11, h). Oziqlangan kartridj - bu mashinaning miltiqiga vidolash, silindrsimon barmog'i bosilgan, kesish uchun tamg'a yig'ishiga yopishtirilgan.
Qoplama nisbati bilan Cents-ga o'rnatiladi; Mashinaning miltiqidan, piyozli kartridj va qisqichni ishlatish va ish qismining deformatsiyasini kesish uchun va kesish kuchlaridan liniya moddalarining deformatsiyasini kamaytirish uchun liniyalarni qo'shimcha ravishda qo'llash. Ko'chmas (ochiq) lunetik (15-rasm va) Mashinaning uzunlamasına kaliperiga o'rnatilgan, mahkamlangan (yopiq) (11, k) to'shakda o'rnatiladi. Kesish harakatlari Luinetsning ish joyining deformatsiyasini kamaytiradigan luinetlarning tayanchlari bilan qabul qilinadi.
Blend, halqalar va ko'zoynagi kabi hisob-kitoblar, masalan, konusning mandeli konjugalter yuzalarida ishqalanish kuchi tufayli ushlab turilganda; Kullet (5-rasm) kengaytirilgan elastik elementlar bilan - kollaminlar; Gidroplastmassas, gofrirovka qilingan qisqichlar (11, h) va boshqalar.
Blankalarni tuzatish uchun burilish mashinalarida, yarim avtomatik mashina va dastgohlar ko'pincha koletetli kartrij orqali ishlatiladi, chunki qismlari aylanib yuradigan buyumlar.
Burilish va aylanuvchi mashinalar, artttektiv turdagi qismlar, peshqala, taxtalar, tokchalar, halqalar, yong'oq, murvat va boshqalar. Tashqi silindrsimon yuzalar mashinalarda hisoblanadi, tugatilganlar kesilgan, ichki silindrsimon yuzalar tozalanadi va ichki silindrli yuzalar tozalanadi, yostiqlar, groov, xamferi, choyshablar tozalanadi miltiqlar, tashqi (DS) va ichki (teglari) iplarini kesib tashlang. Konusli sirtlar keng kesilgan yoki maxsus hayvonlar yordamida hisoblanadi.
12-rasmda iplangan vilka qilish uchun aylanuvchi mashinani sozlash ko'rsatilgan. Barcha yuzalarni qayta ishlash yetti o'tish uchun amalga oshiriladi.
Pozitsiyalardagi ish qismining yuzasi (uzukni yamalash) va 7 tasi takrorlanadigan kaliper, 4 (s), 4 (gidrokilding), 5 va 6-pozitsiyalar bilan ishlov beriladi. aylanuvchi boshni bo'ylama bilan ta'minlash.
7 ta bo'sh joylarni qayta ishlash zerik mashinalar
Zerik mashinalar asosan katta va o'rta o'lchamdagi tana qismlarida aniq kamar qilinadigan o'qlarga ega bo'lgan teshiklarni qayta ishlash uchun ishlatiladi.
Kesiruvchilar bilan bo'sh joylarning yuzalarini davolash zerikarli mashinalarning eng xususiyatidir.
Zerikarli to'sarlar Burilishdan ko'ra kamroq qulay sharoitlarda ishlash. Ular belgilangan va ishlaydigan teshikning diametri va diametri miqdoriga qarab kichik o'lchamlarga ega. Kesish kuchining harakati ostida kesgich bilan bo'lgan mandrel egilishi mumkin. Asbobning ishonchliligi, ishlov beriladigan sirtni kesish va kamaytirish jarayonida tebranishlar sababidir. Shuning uchun, ta'minlash yuqori aniqlik Sprasesning zerikarli mashinalarining qattiqligi oshdi.
Gorizontalning zerikarli mashinalarida eng keng tarqalgan, ularning asosida boshqa universal va maxsus zerikarli mashinalarning dizayni tuzilgan.
Zerik mashinalarda teshiklar, tashqi silindrsimon va tekis yuzalar, yotqiziqlar, yostiqlar, yostiqlar, yostiqlar, kamroq tez-tez kesilgan teshiklarni kesib oling va kesma bilan ichki va tashqi iplarni kesib tashlang. Zerik mashinalarda eng keng tarqalgan davolash turi - bu teshiklarning suv ombori.
Silindrsimon yuzalarni rastach.To'plangan teshiklar bilan kesilgan teshiklarni boshdan kechirilgan yoki quyilgan teshiklarning o'qi va joylashgan joyini to'g'rilaydi.
To'piqlar konsol yoki ikki havo mandelida o'rnatiladi. Konsol mandelidan foydalanish l ≤ 5d ochilishining davomiyligi mavjud bo'lgan hollarda, mandatning uzunligi ko'paygan holatlarda, uning qattiqligi pasayadi, bu kesish chuqurligini kamaytirish zarurligiga olib keladi.
13-rasm, kichik uzunlikdagi suvning zaxira nusxasi ikki zanjirli plastinkali kesishgan holda, konsol mandrelida o'rnatilgan. Ish qismida uzunlashtirilmagan. Kichkina teshik uzunligi bilan, qisqa burchakli mandrel bilan ishlash mumkin bo'lganda, u eksenel militsiyasini izidan tozalanadi. Ishni bo'ylamachali bostirish bilan Raspaste doimiy shilimshiqning ketishi sababli to'g'ri teshik bilan olinadi.
L / D\u003e 5 nisbati va koaxta teshiklari ikki havola manrelida o'rnatilgan kesiklar bilan o'rnatiladi. U o'rnatilganda miting o'qini orqa panelli yengining o'qi bilan aniq birlashtirish kerak.
 |
13-rasm - bo'sh joylarni qayta ishlash sxemalari
gorizontal zerikarli mashinalar
13-rasmda B ikkita qo'pol teshikning bir vaqtning o'zida raketa. To'planganlar bilan mandatli aylanishning asosiy harakatini qabul qiladi va bo'sh joy orqa paneldan prickle buviga qarab uzunlashtiruvchi oqim.
Bir qator teshiklarning kesitilgan kostyumlarining bir vaqtning o'zida suv ombori ishlashni kuchaytiradi, ammo aniqlikni ta'minlamaydi, shuning uchun bu odatda qo'pol ishlov berilmoqda. Pistochchia bilan yuqori sifatli ishlov berishni ta'minlash uchun har bir teshikni alohida olib tashlash tavsiya etiladi.
Katta deterning teshigi, ammo past uzunligi yuzma-yuz kaligistik kaliperga o'rnatilgan (13-rasm). Kofirning asosiy xabarlari, asosiy aylanish harakati va ish qismidagi stolning uzunlamasın oqimi.
Konus teshiklarini rastach.Konduce teshiklari zerikarli milyadagi zerikarli shpindelda o'rnatilgan zerikarli boshlar bilan davolanadi. Diametri 80 mm bo'lgan diametri 80 mm bo'lgan teshiklar, eng yuqori darajadagi qurilmaning radial yordamiga o'rnatilgan universal qurilmani ishlatish (13, g). Kesilgan qo'llanmalar bo'ylab kesish vositasini qayta ishlash jarayonida.
Burg'ulash, qashshoqlik, joylashtirish, sigaret, quchoqlash va kesish bilan kesilgan.Zerik mashinalarda, ushbu operatsiyalar vertikal burg'ulashda xuddi shu tarzda amalga oshiriladi. Asbob zerikarli milga o'rnatiladi va unga asosiy aylanish harakati eksenial ozuqani aytadi. Mashinali stol ustiga o'rnatilgan bo'sh joy barpo etiladi.
Tashqi silindrsimon yuzalarni hisoblash.To'plam stolning radial kaliperiga o'rnatilgan (13-rasm) va asosiy aylanish harakati haqida xabar beriladi va ish qismidagi stol uzunlamasın oqimi.
Uchlarini kesish.Uchrashuvlar ikki yo'l bilan kesilgan: kesgichning milk o'qiga perpendikulyar yoki parallel ravishda boqish bilan.
13-rasm, EXTRANCning radial kaliperiga o'rnatilgan kesgichni uzatib, oxirini kesishni ko'rsatadi. Tekislik radial ozuqa (milk o'qi bo'yicha perpendikulyar yo'nalishda) stolning oshxonasi harakati bilan. Kichik samolyotlar plastinka bilan kesilgan (13-rasm), bu konsial oqimiga (milk o'qi parallel tomonga) zerikarli shpindelni harakat orqali amalga oshirish orqali. Radial ozuqa sirtini davolash katta aniqlikni ta'minlaydi.
Maydalangan yuzalar. 13-rasmda, zerikarli shpindelga biriktirilgan tezkor boshning vertikal tekisligini o'lchash misolidir. Cheterning asosiy aylanish harakati va mitti buvisi harakatining vertikal ozuqa xabarlari haqida xabar beradi.
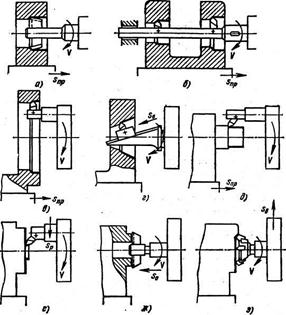
Gorizontal va vertikal ravishda maydalash mashinalari bo'yicha 8 ta burchaklar sxemalari
Gorizontal samolyotlarsilindrsimon novdali tegirmoni bo'lgan gorizontal yaralash mashinalari (14, a) va vertikal shaklda
mashinalar - oyoq tegirmonlari (15-rasm). Silindrsimon maydalash tegirmonlari gorizontal samolyotlarni kengligi 120 mm gacha qayta ishlash tavsiya etiladi. Shu bilan birga, to'garakning uzunligi ishlov berilgan ishning kengligi bilan bir oz kattaroq bo'lishi kerak. Aksariyat hollarda, samolyotni shpindelda va tezroq operatsiya qilishning qattiqligi tufayli zarbalar bilan kurashish uchun samolyot yanada qulaydir. Buning sababi shundaki, bir vaqtning o'zida tugatish kesgichning bir qismi silindrsimon tashuvchining tishlari sonidan kattaroq ekanligi sababli.
Vertikal tekisliklargorizontal yaralash mashinalari (14, e-rasm) va vertikal o'lchash mashinalari bo'yicha tegirmon mashinalarida - oxirgi tegirmonlar (14, d).
Moyil samolyotlar va siqishfinerter kuchlari (14, d) va tugaydi (14-rasm) miltillovchi vertikal tegirmonda vertikal tekislikka aylanadi. Skis gorizontal tegirmon mashinalarida bitta hosil bo'lgan yaralash tegirmoni bilan fermentatsiya qilinadi (14-rasm).
Birlashtirilgan sirtlargorizontal yaralash mashinalari bo'yicha tegirmonli kesiklar (14-rasm). Tayyorlangan sirtlarning o'zaro kelishuvining aniqligi mandrel uzunligi bo'yicha qat'iylikka bog'liq. Buning uchun qo'shimcha yordamlar qo'llaniladi, keskin dialetlardan foydalanishdan saqlaning (qisqartirilgan diametr diametrlarining tavsiya etilgan nisbati 1,5 dan oshmaydi).
Belgilar va to'rtburchaklar krujerlarfrodring disklar (14, k-rasm) va oxirida gorizontal va vertikal ravishda maydalash mashinalari bo'yicha tegirmon tegirmoni.
Yetkazib berish va groovlar to'g'ridan-to'g'ri disk yorliqlari bilan egiluvchan, chunki ularda ko'p miqdordagi tishlar mavjud va yuqori kesish tezligi bilan ishlash imkonini beradi.
Shaklidagi groovlarshaklli diskni kesish bilan o'ralgan (14, l), burchakdagi groovlar- yagona kim oshdi savdosi va ikki-rasm, gorizontal yarqiruvchi mashinalarda maydalash mashinalari.
Paz "davomiyochkin dumi" turiikki parcha uchun vertikal aylanma mashinasi: To'rtburchaklar groovlar - terminal tegirmon fabrikasi, so'ngra birlashtirilgan yodgorlik fabrikasi (14-rasm). T-shaklidagi GrujesMashinasozlik yivlarida keng qo'llaniladigan 14, yahudiychilikda keng qo'llaniladigan, masalan, maydalash mashinalarining stollari bilan ikki oyat uchun mi, ya'ni to'rtburchaklar profilining boshida. , so'ngra mayda-chuyda - T-shaklidagi groovlar uchun kesgich.
Burilish va silliqlash uchun eng keng tarqalgan qurilmalar markazlar, CAM va Kullet CHERSTRIGLARBoshqa ishlar bilan ham qo'llaniladi (masalan, burg'ulash uchun).
Shaklda. 122 Shaharning dizaynining dizayni ko'rsatilgan: normal (122-rasm), ish qismining ekstresat a eksenel liniyasini mashina markazlari, yarim mikrentistorlar qatoriga rioya qilganda ishlatiladi ( 122, b), siz tashqi havoda keskin kesilgan va uchlarini kesishga imkon beradigan. Markazlarning eskirgan qaramini oshirish uchun ular qattiq qotishma yoki konus yuzasiga metalllashtirilgan.
Kesish jarayonida isitish tufayli qayta ishlangan ishning uzaytirilishi keltirib chiqarilishi, qisqichbaqasimon kuchlari o'zgaradi. Qarlash kuchi doimiy bo'lish uchun kompenektorlar orqa buvisiga ega turli xil dizaynlar- Narxi idishini isitish paytida pinolni bir oz ko'chirishga imkon beradigan bahor, pnevmatik va gidravlik. Bunday kompenektorlar odatda ish qismini aylantirish markazlarida tuzatish paytida qo'llaniladi.
Qattiq valliklar kamchiliklarini qo'shimcha qo'llab-quvvatlovchilar sifatida oldini olish uchun lochin Harakatlanadigan yoki hali ham tur. Belgilangan universal linnetlarning odatiy dizaylari tezyurar ishlov berish talablariga javob bermaydi, chunki bronza yoki quyma temirdan qilingan lyuba kameralar tezda eskiradi va ular tebranishlarga olib keladi. V. K. Seminskiy Lunetni modernizatsiya qilishni taklif qildi (123-rasm). 1 luna o'rniga, balli rozetkalari o'rnatilgan va CAMdagi rozetkada rozetka o'rnatilgan 2-sonli tayoqchani 5-bahorda soling. Lune bazasi to'plami markazlarga o'rnatilgan boshqaruv rolikidagi diametri yoki eng ko'p ishlangan tgle tomonidan o'rnatiladi.
Keyin, Luna 2 va yong'oqni 3-uyning joyini 4 ta holatni (4) bazasi va qopqog'i o'rtasidagi bo'shliqqa o'zgartiring. 3 ... 5 mmShundan so'ng, eksantrik 8 qopqog'ini bosdi. Shu bilan birga, buloqlar 5 ta ziraklarda siqilgan va to'plarni o'rnatilgan, kuch bilan siqilgan, bu ishlov berilgan elementni asosiy ballli rulmanga bosishni boshlaydi.
Ushbu tuzilma qoshidagi ish qismining ish qismining ovalidagi asarining odatiyligi va teng bo'lmagan qalinligi tufayli 5-bahorning 5-bahori sifatida qabul qilinadi.
Front buvisi militsiyasida qayta ishlangan hisob-kitoblarga eng keng tarqalgan momentni uzatish moslamalari leopal qurilmalari: Qisqichlar, qavslar, yoyish, yasez yadi, yasezlangan, litsenzjalar, kamerali kartridjlar, koletik siqish moslamalari.
An'anaviy va o'z-o'zini iste'mol qiluvchi qisqichlar cheklangan, chunki ular o'rnatishga ko'p vaqt talab qiladigan darajada, shuning uchun o'z-o'zidan giyohvand moddalar aylanishi tez-tez qo'llaniladi. Bu holda ish qismini o'rnatish va uni silindrni aylantirishda o'rnatish. Markazlarda o'rnatilgan ish asalari buvining orqa tomoniga o'tadi, ammo pricle-ning ish qismiga momentning torkasining torkasining uzilishini ta'minlaydi. 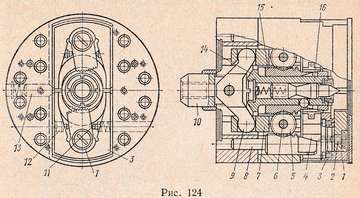
O'rnatish va mahkamlash uchun ishlatiladigan lostridjlardan tortib burilishlar, eng keng tarqalgan uch texnologiyali kartridjlar. Orammetrik blankalarga, odatda, har bir kameraning mustaqil harakati bilan vida mustaqil ravishda harakatlanishi mumkin.
Ishlov berilgan ish qismini hisobga olganingizda ichki yuzasi Pnevmatik drayver bilan advokatlik mandatlarni qo'llang. Pnevmatik leş kartrijning eng o'ziga xos dizayni, 124-rasmda ko'rsatilgan kartrij - bu dizaynda siz mashina miliga aylanmaydigan ish qismini o'rnatishingiz va olib tashlashingiz mumkin. Kartrij avtomatik ravishda qulflash markazi bilan jihozlangan. Plitters 7-chi gravkada aylanadigan uy-joy qurilmalari o'rnatilgan teshiklar, 5 ta tishli g'ildiraklar bilan aylanib yuradiganlar 4-chi 4 3-chi yostiqlarning yostiqlarida prokladkalarni qisqichbaqasimon burg'ulashning eksantrik kamslari bilan harakatlantiring. Mushtlar 3-chi boltalarda aylantiringKartrijning o'rtasida kartrij uyida keskin bog'liq bo'lgan suzuvchi kartridj bilan 14 ta yengi bor. 10 bosh pnevmatik tsilindrli tsilindrli stulning tayog'i bilan bog'liq. 9. 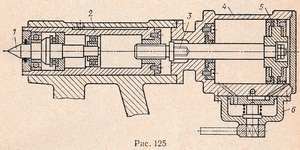
Boshi 10 plonni itarib yuborganda, 1-chi, bulutli plitkalar bilan 1-sonli, bu CAM yuzasining o'rta qismiga tegib turadigan 12-chi. qisqichbaqasimon asar. Qayta ishlangan Billlarda 1-evellar bilan o'ralgan holda, 5 g'ildirakli g'ildiraklar va uchta to'pni bosib, 1-chi to'pni 6-chi va uch to'pni siljiting STRATEGRIGE markazidan bir xil masofada 13 bahor twungers bilan o'tkaziladi.
Shaklda. 125 - O'rnatilgan aylanish markazi va pinaning pnevmatik tsilindr bilan torpekaning orqa fonining dizayni ko'rsatilgan. Ushbu qurilma PINOL-ni o'zgartirish uchun vaqt vaqtini qisqartirishga imkon beradi. PINOL 2 va Piston 5 pnevmatik silindr bilan 1 ta aylanadigan markaz bilan harakatlanadi 4. Agar siqilgan havo silindrning o'ng bo'shlig'iga kiradi.
Pnevmatik silindr 4 orqa tosh korpusida qattiq mahkamlanadi. 6-tarqatish kranidan foydalanish 6, haydovchi nazorati.
Qaytarilish dastgohlarida bo'sh joylarni qayta ishlash uchun sozlanadigan kameralar bilan pnevmatik kartridjlar qo'llaniladi. Tuzilgan kameralardan foydalanish turli o'lchamdagi yaltiroq moddalarni qayta ishlash zarurati tufayli hisoblanadi. Kamlar (yoki astarlar) tez-tez harakatlanishi ularni siljitish yoki maydalash uchun ularni maydalash, ayniqsa ish kunida o'zgarishni qiyinlashtiradi. Rasmda ko'rsatilgan. 126 Dizayn nafaqat ish qismining yoki hajmiga qarab kameralarni sozlash huquqini, balki tezda ishlaydigan kartrijni tezda bir-biriga zid ravishda moslashtirishga imkon beradi. markazlar. Kartrijning uyida pnevmatik drayver bilan o'ymakorlik bilan bog'langan 1 ga teng.Yenglari uchta dastagining uzun uchlarini va ularning qisqa uchlari - vintlar bilan 5-sonli slayderning yivida, tutqunning oxirida, ring xavfi qo'llaniladi va yoqilgan Cams kameralarni o'rnatishga imkon beradigan bo'linmalar mavjud. Markaziy teshikka ishlaganda, oddiy markaz bilan o'tish uchun slievni o'rnatilganda va kameralardan biri kamchilik sifatida ishlatiladi.
Ba'zi hollarda, qayta ishlangan hisob-kitoblar yoki fleydlar bilan ishlov berilgan, qisqa qattiq barmoqlarda yoki o'qda qisqichlarni markazlashtirish tavsiya etiladi. Shaklda. 127 Yupqa devorli qismaning eksenel moslamasini yoqadi. Qo'g'irchoq 1 ga yopishtirilgan diskning ustiga yopishtirilgan va 5 ta dastagining yuqori qismida qisilgan. Imkoniyat 4 bilan birga roker bilan harakatlanadigan pichoq bilan harakatlanadi 6 hisobida ish joyini siqib, Vayt chapdan o'ngga siljiganida, 2-yong'oq 3-dan 6-kambag'allar bilan 4-sonli Roker 4 ga o'tadi. 6-sonli kameralar ekilgan barmoqlari 7-disk va shu tariqa ishlov berilgan burchak ostida ko'rsatilgan bo'lsa, u qayta ko'tarilgan holda (ingichka chiziq) olib tashlanadi, bu ishlov berilgan qismni chiqaring va o'rnatishga imkon beradi yangi asar.
Burtik uchrashuv sizga tashqi va ichki sirtlarni qayta ishlash imkonini beradi.
Tashinib ketadigan qisqichbaqalar bilan qoplangan pnevmatik vositalar tashqi va ichki ishlov berilgan yuzalarning kontsentrialligini ta'minlaydigan korxonalarda ham qo'llaniladi. Bunday qurilmaning dizayni anjirda ko'rsatilgan. 128 va bu uyadagi uyning 5 va 4 enatadigan teshiklariga o'rnatilgan. Ishlab chiqarishni tashqariga chiqaradigan va uzun bo'yli cho'qqisidagi uzunliklarning qisqa uchlari 3. novning ipining ichiga, pnevmatik tsilindrning tayog'iga (rasmda ko'rsatilmagan) bog'langan. Qurilmaning ilovasi Yengning 7-sonli stolga o'rnatilgan. 6. 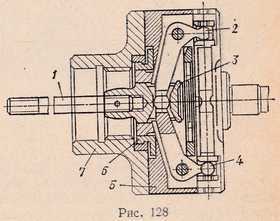
2 va 4 hisobidagi o'ng tomonda tortish 1 va 4 ta ish qismini qisish bilan 1 ta siljish paytida.
Kartridjlar ishlangan bazalar ustiga bo'sh joylarni o'rnatish bilan ham qo'llaniladi. Shaklda. 129 Belgilangan kartaning o'rnatilishi bilan kartrijning dizayni ko'rsatilgan. Kamni 3 ga to'ldirishda 1-randalar uchida o'tirganida, ularning chiqindilari uzilib, egiluk kuchidan novdalarni tushirish bilan. Qayta ishlangan musht, 3 pastki qismi 4 ta dam olish, qismni bo'shatib, va ichki protrelyatsiyalar 5 O'rnatish barmog'i bilan to'qnashadi. 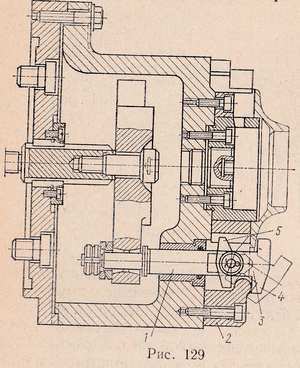
Mandrollarni qayta ishlash uchun qo'llaniladi turli xil turlari Pnevmatik qurilmalarni aylantiring. Shaklda. 130 da uch kam uzaytirish mandatini ko'rsatadi. U uy-joy ipidan 3 ta yengi 3 bilan bog'langan 3, mot mashinasi shpindliga vidalanadi. Ish qismida 120 ° atrofida joylashgan 4 ta burchak ostida joylashgan bo'lib, MandRel uy-joylari teshiklari va yengli uchta xanjar bilan uzatiladi. Yog 'o't yukini pnevmatik drayverdan olib boradi. Fili 4 bahor uzuklarining ishlov berilgan qismi 6-sonli chiqarilgan bo'lsa, uning asl holatiga qaytariladi.
Pnevmatik drayverning orqa tomonidagi asosiy noqulaylik - bu qayta ishlash novdalari. Shaklda. 131 pnevmatik kartridjning dizaynini ko'rsatadi, bu sizga mashina motori shpindlining teshiklaridan o'tadigan novdalarni qayta ishlash imkonini beradi. Ushbu dizaynda siqilgan havo mashinaning militsiyasining orqa qismida joylashgan Jund oynasi orqali siqilgan. Serridjning ustiga havo yo'lidan havo yo'llari 2 ta metall naychada, naychada 2 ta joyda joylashgan.
Bo'sh joyning jabduqlari, siqilgan havo Pistonridning o'ng tomoniga yuboriladi, uning ustiga ringni siljitib yuboradi 5. Cams 6-ni bosib, bu uzuk ularni harakatlantiradi konus sirti 4-chi ish qismini aylantiradi. Qayta ishlangan qismni bog'lash kartrijning chap bo'shlig'iga yuboriladi, 3-pistonni o'ngga o'ngga o'tkazib, 6 bahorgi ringning ta'siri ostida
Kelishma darajasi Latedagi qismlarni mahkamlash bilan yuqori. Tafsilotlarga treklarni qoldirmaydigan kauchuk qulflar mavjud, ammo ular juda ko'p turadi. Men materiallarga o'rtacha miqdorni sarflash, men bunday tafsilotlarni kesish kontrplakdan qo'l bilan bajarishim mumkin. Hamma ish uch soat davom etdi. Va men ishimning natijalaridan mamnunman.
Men shimgichni sozlanishi to'rt dumli kartrij ostida qildim, ammo qurilma boshqa kartridjga moslashtirilishi mumkin. Ular sizga turli o'lchamlarning idishlarini, halqalari va plitalarini biriktirishga imkon beradi. Shuningdek, shoxchalar g'alati narsalarni ushlab turishlari mumkin.

Kontrard shimgichli uy-joy ishlab chiqarish
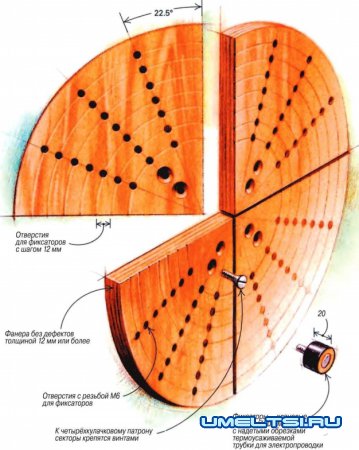
Menga 300x300 mm o'lchamlari va qalinligi 12 mm o'lchamdagi kamchiliklarsiz kichik bir kontrplak kerak edi. Gubgrlarning diametri kartrijning markazi va mashinaning chanasi orasidagi masofaga bog'liq. Shuning uchun, gubkalarga 45-50 mm radiusi tomonidan ushbu masofadan kam, shuning uchun to'liq ochilgan chechak bilan shimgich sledda urmadi.
Pichoq maydonida diagonalgacha. Kirish markazidan, markaz kabi 0300 mm aylanishni suring. Qismini to'rt qismga bo'linib, har bir uchburchakni sektorga tavsiflang.
Doira olish uchun tafsilotlarni katlayın va kartrijda o'rnatish teshiklarini belgilang. Har bir bo'lim kartridjga kamida ikkita o'rnatilgan vintlardir. Burg'ulash va har bir teshikni seping. Keyin qisqichlarning joyini belgilang. Buning uchun transportning yordami bilan to'rtta tarmoqqa bo'linib, radii yilning stavkalarini minib oling (FIG.). Ulardan biri 12 mm maydon bilan ettita baho bering. Saylovlarni kartridjga bog'lang va kichik tezlikda toraytirishga teging, bog'langan tavrerlarga teging. Chisel Radimiy stavkalari bilan kesilgan joylarda qisqichlar uchun teshiklarni olib boradi. Bosh chisel iyak yoki tsikllardan ba'zi qismlarni olib tashlashdan oldin tashqi kontrplak qirralarini mukammal doiraga olib tashlang.

STREBRIGE-dan kontrplak bo'limlarini ochib, ularni suyak bilan o'rab oling, uni stolga bosing burg'ulash mashinasi va 05 mm burg'ulash qisqichlar uchun teshiklarni vidaladi. Keyin, barcha teshiklarda MB ipini kesib oling. Agar siz noto'g'ri shakl tafsilotlarini aniqlashni rejalashtirmoqchi bo'lsangiz, har bir bo'limda 45 ° burchakka mos keladigan belgilar, keng qulflash nuqtalarini cheklangan ballni ta'minlaydigan uzunlikdagi uzunlikdagi ohangni tanlang. (Grujumlarda qulflar uzunlashtirilgan vintlar bilan yong'oq bilan biriktirilgan.)
Shankovdan qisqichlar
020 mm kalitlari uchun xo'rozdan yumaloq bo'sh joyni kashf eting. Uni 8 mm bilan 8 ta bo'sh joy ustiga ajrating. Sakkizta sakkizta binoda aniq 012 mm chuqurlikda 3 mm chuqurlikda 3 mm chuqurlikda (Late-da qilish yaxshiroqdir.) Keyin har qanday asarda 06 mm.
Har bir ishpir orqali vintni o'tkazib yubor, boshni cho'ktirib, epoksi bilan to'ldiring. Har bir nasab ichish uchun issiqlik elektr simidan tortib, ish qismini shikastlamasdan elektr simidan kesib tashlang.
Ishlash natijalarini tekshirish
Kartrijda bo'limlarni himoya qiling va ularni tekshiring. Bo'limlar erkin yo'nalishi va birlashtirilishi kerak va to'liq siqilgan holatda, ularning maslahatlari bir-biriga mos kelishi kerak. Turma buyumni, masalan, pirojnoe plastinkaini mahkamlang va qisqichlarga qarang. Agar ulardan ba'zilari mahkam o'rnashmasa, tarmoqlarni qayta hisoblang.
Jim Lesli, Kanada


