Расточной різець для наскрізних отворів. Расточной різець має свою класифікацію
розточувальні різці призначені для збільшення діаметра попередньо підготовлених отворів.
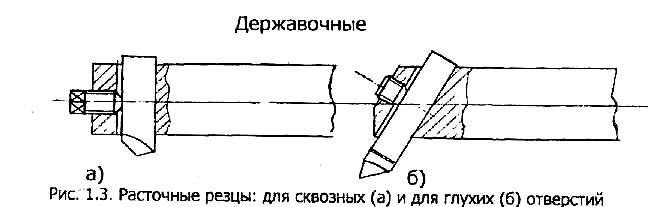
Для обробки наскрізних отворі використовуються цЄльнярізці з кутами = 45 ... 75 ° і 1 = 45 ... 75 °. Недоліком різців є більш висока радіальна сила Р, яка прагне відтиснути різець від оброблюваної поверхні.
Для обробки глухих отворів використовуються цільні різці з кут = 90 ... 95 °.
при = 90 °зменшується радіальна сила різання до нуля.
при = 95 ° радіальна сила різання звертається в сторону оброблюваної поверхні, що дозволяє компенсувати втрату розміру при зносі різця.
Міцність таких різців менше, ніж різців, використовуваних для обробки наскрізних отворів. Тому вони рекомендуються для розточування отвору до упору або в умовах підвищеного зносу, наприклад, для розточування отворів по ливарної кірки.
Різці з кутом = 90 ° зручні для розточування отворів малого діаметра (до 15 мм), коли потрібно обробити уступ або дно отвори під кутом 90 про до осі і немає можливості дати різцю поперечне переміщення для підрізування дна отвори.
Розточувальні державочние різці. Для обробки отворі великого діаметру і довжини використовуються жорсткі державки (Борштанги), в пазу яких прямо або косо закріплюється один або кілька різців круглого або квадратного перетину. Розміри державочние різців регламентовані ГОСТ 9795-84.
Розточувальні напайнимі різці:
Для наскрізних отворі передбачені ГОСТ 18882-73;
Для глухих отворів - ГОСТ 18883-73.
Замість напайнимі твердосплавних різців передбачається застосування цілісних твердосплавних різців зі сталевим хвостовиком (ГОСТ 18062-72 і 18063-72).
4.3. Стандартизація та уніфікація різців та їх елементів
Конструкції різців та їх окремих елементів стандартизовані.
Класифікація продукції (ОКП) передбачає 8 підгруп різців з 39 видами в них. На конструкції різців видано близько 60 стандартів і технічних умов.
Стандартизовано: 150 типорозмірів пластин зі швидкорізальної сталі для всіх типів різців; близько 500 типорозмірів твердосплавних напоює пластин; 32 види багатогранних непереточуваних пластин.
Для уніфікації конструкцій і приєднувальних розмірів різцетримачів прийнятий ряд перетинів стрижня в мм.
квадратні зі стороною - 4, 6, 8, 10, 12, 16, 20, 25, 32, 40;
прямокутні 16х10; 20х12; 20х16; 25х16; 25х20; 32х20; 21х25; 40х25; 40х32; 50х32; 50х40; 63х50. Для напівчистової і чистової обробки відношення сторін Н: В \u003d 1,6. Для чорнової обробки - Н: В \u003d 1,25.
круглі діаметром від 10 до 40 мм.
5. Призначення і вибір геометричних параметрів різця
Фактори що впливають на призначення геометричних параметрів різців. При призначенні геометричних параметрів різців виходять з:
фізико-механічних властивостей матеріалу оброблюваних заготовок;
характеру обробки;
службового призначення різців;
розмірів різців;
жорсткості системи верстат-пристосування-інструмент-деталь (СНІД);
вимог до шорсткості оброблених поверхонь;
матеріалу ріжучої частини різців.
Геометричні параметри різця вибирають за довідниками.
Конструкція інструменту, що застосовується. на широкоуніверсальних фрезерних і розточувальних верстатах, Різноманітна. У цьому розділі даються загальні відомості про найбільш поширених і часто застосовуваних на даних верстатах конструкціях ріжучого інструменту.
Розточувальні різці.
Будь-різець складається з стрижня, що служить для його закріплення, і головки, т. Е. Ріжучої частини. Стрижень розточувальних різців зазвичай робиться з машіноподелочной стали марки 45 і має форму круглого або прямокутного перерізу.
Головка різця оснащується пластинкою, з швидкорізальних твердих інструментальних сталей марок Р9 або Р18, або з різних марок твердого сплаву (ВК8 для чорнового я чистового розточування чавунів, Т15К6 для напівчистового і чистового розточування сталей).
Мал. 26. розточувальні різці:
а - прямокутного перерізу, б - круглого перетину; f - фаска, b, с - ширина і глибина лунки для дроблення стружки
На рис. 26 представлені конструкцій розточувальних різців. На рис. 26, а наведено різець прямокутного перетину (H × B) з платівкою з швидкорізальної сталі. Радіусна лунка з розмірами b і c призначена дробити стружку, яка при звичайній геометрії різця завивається в довгі спіралі, що ускладнює процес різання, створюючи для робочого небезпеку поранень. Лунка зроблена на передній грані різця, паралельно головної різальної крайки на відстані f від неї. На ряс. 26, б показаний круглий різець з платівкою з твердого сплаву, на передній грані якого зроблена фаска f.
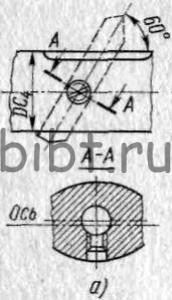
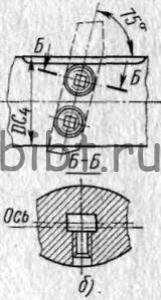
Мал. 27. Кріплення різців в розточувальних оправках-борштанг:
а - кріплення різця круглого перетину, б - кріплення різця прямокутного перетину
На рис. 27 представлено кріплення різців у розточувальних оправках-борштанг. На рис. 27, а показано кріплення в борштанг різця круглого перетину, а на рис. 27, б - прямокутного.
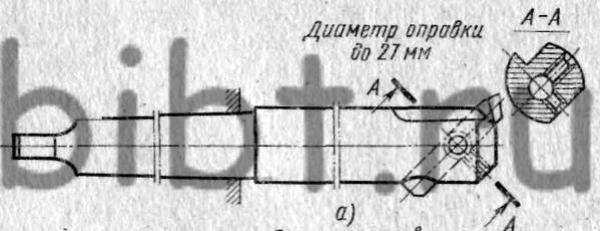
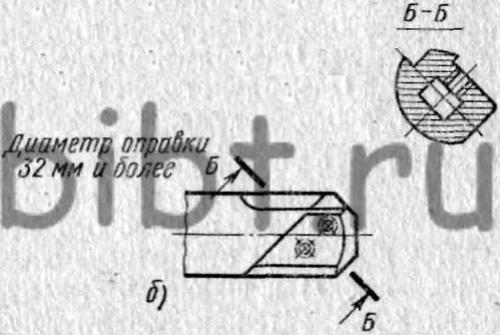
Мал. 28. Кріплення різців в подовжених консольних оправках: А -кріплення різця круглого перетину, б - кріплення різця прямокутного перетину
На рис. 28 показані подовжені консольні оправлення діаметром до 27 мм з вікном для кріплення різця круглого перетину і діаметром 32 мм і більше з вікном для кріплення різця прямокутного перетину.
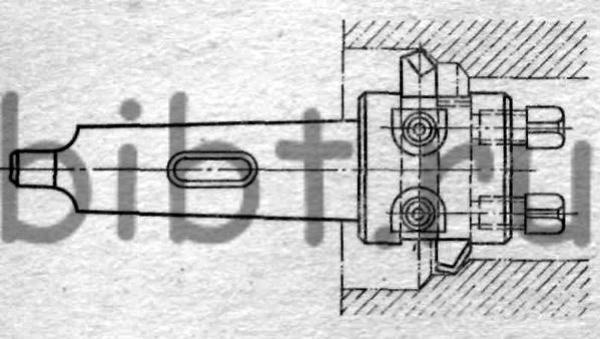
Мал. 29. Оправлення коротка консольна для розточування отворів великого діаметру
На рис. 29 показано кріплення в короткій консольної оправці одночасно двох різців, розточують отвір великого-діаметру.
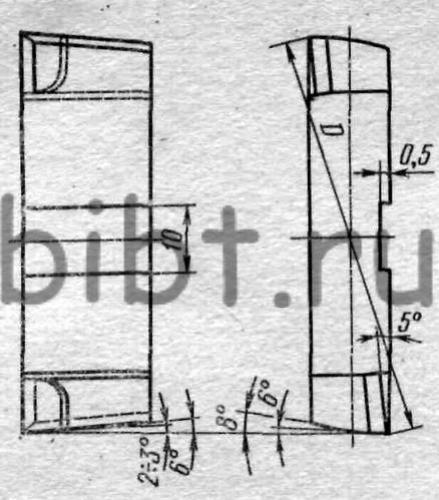
Мал. 30.
На рис. 30 зображений плоский двосторонній розточувальному різець. з пластинками з швидкорізальної сталі, а на рис. 31 зображена оправлення з вікнами для кріплення таких різців.
Мал. 31. Оправлення з вікнами для кріплення плоских двосторонніх розточувальних різців
Подовжені консольні оправлення (див. Рис. 28) застосовують в тих випадках, коли потрібно обробити отвір, діаметр якого менше діаметра шпинделя верстата (рис. 32, а). Якщо обробляється отвір більший за діаметр шпинделя, то застосовують короткі консольні оправлення (рис. 32, б).
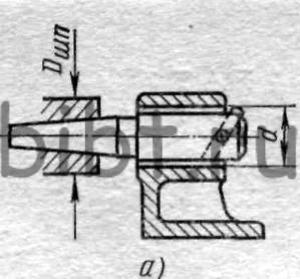
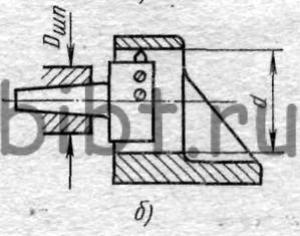
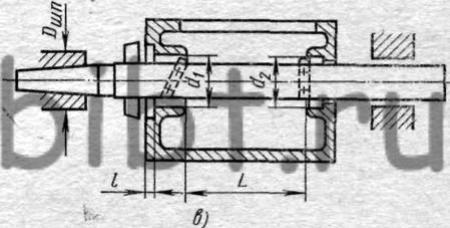
Мал. 32. Приклади застосування різних оправок:
а - діаметр оброблюваного отвору d менше діаметра шпинделя D шп, б - діаметр оброблюваного отвору d більше діаметра шпинделя D шп, в - обробка отворів в корпусних деталях за допомогою Борштанги
При обробці співвісних отворів, віддалених один від одного на відстань, більшу величини осьового переміщення шпинделя, застосовують бор штанги з декількома різцями. Вільний кінець борштанг в цьому випадку підтримується люнетом (рис. 32, в). Розточувальні оправлення і Борштанги мають конічний хвостовик, сполучаються з конічним отвором в шпинделі верстата. У шпинделі крім конічного отвору є два паза, перпендикулярних до осі отвору. Паз, найближчий до торця шпинделя, служить для клина, за допомогою якого конус Борштанги затягується в конусний отвір шпинделя.
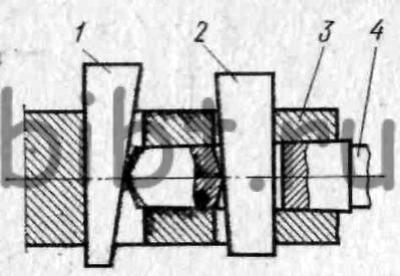
Мал. 33. : 1 - клин для виштовхування Борштанги з шпинделя, 2 - клин для затягування Борштанги в конусний отвір шпинделя, 3 - шпиндель, 4 борштанга
На рис. 33 показаний шпиндель 3, конусний хвостовик Борштанги, 4, клин 2 для затягування Борштанги. Для виштовхування Борштанги з конусного отвору шпинделя служить клин 1, для якого в шпинделі передбачений другий паз.
Мал. 34.
Цілісний розточувальному різець зі швидкорізальної сталі показаний на рис. 34. Такі різці широко застосовують на координатно-розточувальних і широкоуніверсальних інструментальних фрезерних верстатах. Кріплення таких різців на верстаті здійснюється за допомогою перехідних втулок або спеціальних розточувальних патронів. Расточной патрон має отвір під різець, розташоване ексцентрично відносно осі шпинделя верстата. Різці в такому патроні повинні ретельно встановлюватися з тим, щоб в місці контакту вершини різця з оброблюваної деталлю утворювалися необхідні кути: передній і задній. Невеликий поворот різця може викликати або тертя задньої грані про оброблювану деталь, або освіту негативного переднього кута, що створює неправильні умови різання.
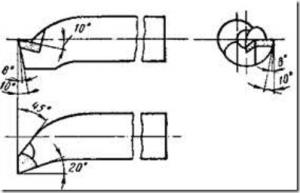
Розточують отвори на токарних верстатах розточувальними різцями (рис. 118). Залежно від виду розточувального отвору розрізняють: розточувальні різці для наскрізних отворів (рис. 118, а) і розточувальні різці для глухих отворів (рис. 118, б). Ці різці відрізняються між собою головним кутом в плані ф. При розточуванні наскрізних отворів (рис. 118, а) головний кут в плані ф \u003d 60 °. якщо розточується глухе отвір з уступом 90 °, то головний кут в плані ф \u003d 90 ° (рис. 118, б) і різець працює як завзято-прохідний або ф \u003d 95 ° (рис. 118, в) - різець працює з поздовжньою подачею як завзято-прохідний , а потім з поперечною подачею як підрізної.
Кути заточування розточувальних різців
На рис. 118 показані кути заточування розточувальних різців, які вибираються в основному такими ж, як у різців для зовнішнього точіння, за винятком заднього кута а, який для розточувальних різців зазвичай має підвищене значення. Величина заднього кута залежить від діаметра розточувального отвору: чим менше діаметр отвору, тим більше повинен бути задній кут різця.
Мал. 118. Розточувальні різці, оснащені пластинками твердого сплаву: а - прохідний для обробки наскрізних отворів, б і в - упорно-прохідний для обробки глухих отворів
складність операції
Розточування - операція складніша, ніж зовнішнє обточування поверхонь, так як:
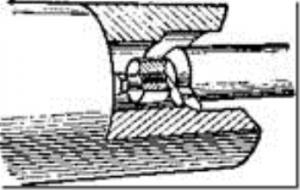
- при розточування розмір поперечного перерізу різця повинен бути значно меншим, ніж діаметр отвору, а виліт різця з різцевої головки дещо більше довжини розточувального отвору (рис. 119), тому при розточування отвору значної довжини можливий вигин різця, а при високих швидкостях різання - сильні вібрації. Отже, такі різці не дають можливості зрізати стружку великого перерізу;
- при розточування менш зручно спостерігати за роботою різця, так як різання відбувається всередині отвори.
Мал. 119. Растачивание отвори різцем
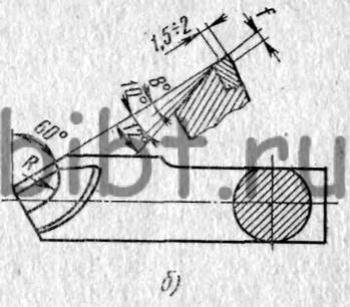
Для розточування отворів діаметром до 70 мм токар-новатор В. К. Семінський запропонував спеціальний розточувальному різець, оснащений платівкою з твердого сплаву (рис. 120). Стрижень різця має квадратний перетин по всій довжині, робоча частина різця повернута шляхом скручування при виготовленні на кут 45 ° відносно опорної частини. Такий різець відрізняється підвищеною жорсткістю в порівнянні зі звичайним розточувальним різцем і допускає збільшення перетину стружки в 4-5 разів. При роботі таким різцем з підвищеною швидкістю різання не спостерігається вібрацій навіть при значному вильоті державки.
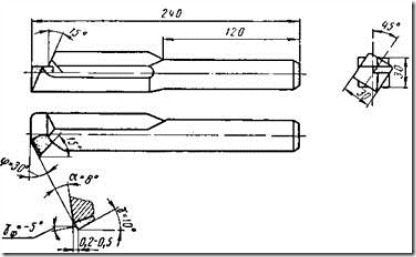
Мал. 120. Розточувальний різець, оснащений платівкою твердого сплаву, конструкції В. К. Семінського
Щоб підвищити виброустойчивость різця, токар-новатор В. Лакур запропонував нову конструкцію розточувального різця з платівкою з твердого сплаву (рис. 121). Особливістю цих різців є те, що їх головна ріжуча кромка розташована на рівні нейтральної осі стержня. Таке розташування ріжучої
Мал. 121. Розточувальний різець конструкції В. Лакура
кромки забезпечує різцям значне підвищення вібростійкості і, як наслідок, дає можливість працювати на великих швидкостях різання і досягати поліпшення чистоти обробленої поверхні.
Мал. 122. Оправлення з різцем для розточування наскрізного отвору
установка різця
Отвори великої довжини растачивают різцями, закріпленими в спеціальних потужних оправках, розміри яких залежать від діаметра отвору і його довжини. Заміна цільного розточувального різця невеликим різцем, вставленим в розточувальними оправлення, дає значну економію дорогого інструментального матеріалу. Спосіб кріплення різця в оправці залежить від її призначення. На рис. 122 показана оправлення для розточування наскрізного отвору; тут різець розташований на значній відстані від кінця оправлення. Для розточування глухих отворів різець кріпиться таким чином, що трохи виступає за передній торець оправлення.
Перед розточування отвору необхідно встановити різець на необхідний діаметр по лімбу гвинта поперечної подачі, а потім розточити отвір ручною подачею на довжину 2-3 мм. Вимірявши діаметр штангенциркулем або іншим вимірювальним приладом і переконавшись в правильності розміру, розточують отвір на іншу довжину. Особливо важливо правильно встановити різець на необхідний діаметр при чистовому розточування.
Положення ріжучої кромки різця залежить від виду растачивания. При чорновому розточуванні ріжучу кромку рекомендується встановлювати на висоті центрів або трохи нижче. При чистовому розточування ріжучу кромку потрібно розташовувати вище лінії центрів приблизно на 1/100 діаметра отвору, враховуючи, що внаслідок сили, що виникає від опору проникнення ріжучого інструменту, різець може бути віджатий вниз.
- 6196 переглядів
В даний час при обробці деталей на різних фрезерних і розточувальних верстатах, в умовах основного і ремонтного виробництва застосовується спеціальний інструмент. Одним з таких пристосувань є різець розточний. Використовується він для того різання отворів великих і малих діаметрів на різну глибину. Застосовується даний растачивание в деталях автомобільної промисловості, загального машинобудування і приладобудування (корпуси редукторів, гільзи циліндрів, опори підшипників і так далі). 
конструкція різця
Складається він з твердосплавного стрижня, впаянного в сталевий хвостовик, який володіє плоскою робочою частиною. В даний час є багато нових моделей даного пристосування. Завдяки інноваціям в даних інструментах були набагато покращені відводи стружки із зони растачивания. Однак в будь-якому випадку різець розточний має стержень і робочу частину - голівку. Тому конструкція цього інструменту не є складною.  Стрижень має прямокутне або круглий перетин. Він зазвичай виготовляється з якісної вуглецевої 45. Задня частина хвостовика служить для кріплення в оправці, а головка - для установки ріжучої частини, яка, в залежності від розміру і модифікації, має форму пластини або вставки і виконана з Р9, Р18, Р6М5. Трохи рідше зустрічаються дані елементи з твердого сплаву (ВК8, Т5К10, Т15К6) або мінералокераміки.
Стрижень має прямокутне або круглий перетин. Він зазвичай виготовляється з якісної вуглецевої 45. Задня частина хвостовика служить для кріплення в оправці, а головка - для установки ріжучої частини, яка, в залежності від розміру і модифікації, має форму пластини або вставки і виконана з Р9, Р18, Р6М5. Трохи рідше зустрічаються дані елементи з твердого сплаву (ВК8, Т5К10, Т15К6) або мінералокераміки. 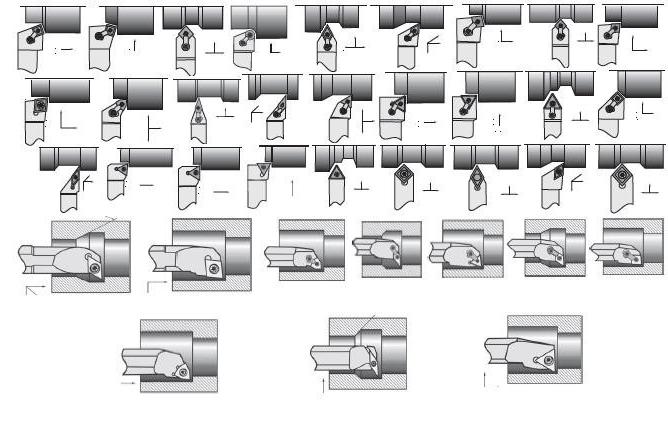
Різець розточний - загострювання
Даний процес не є складним, якщо є спеціальне обладнання. Робиться це на В результаті виходить необхідна геометрія різання. Заточується головка даного інструменту разом з ріжучої пластиною. Формуються передній, задній кут та кут в плані. Вибір геометрії інструменту виконується з урахуванням властивостей оброблюваного матеріалу і режимів обробки.
особливості процесу
Специфікою растачивания, особливо малих діаметрів, є утруднене стружкоотведеніе. Робота ведеться в закритій зоні, стружка накопичується, збивається, внаслідок цього ускладнюється процес різання, погіршується тепловідвід і може пошкоджуватися оброблена поверхня. Для вирішення цієї проблеми застосовується Вона відводить тепло і вимиває стружку в спеціальні стружколомающіе канавки на передній поверхні ріжучої частини різця. Це важливо в даному випадку. Зазначена канавка є лунку з заокругленим дном. В результаті застосування елементів стружкодробленія вдається уникнути утворення зливної стружки, яка сплітається в «бороди» і блокує роботу інструменту, внаслідок чого різець розточний може вийти з ладу. 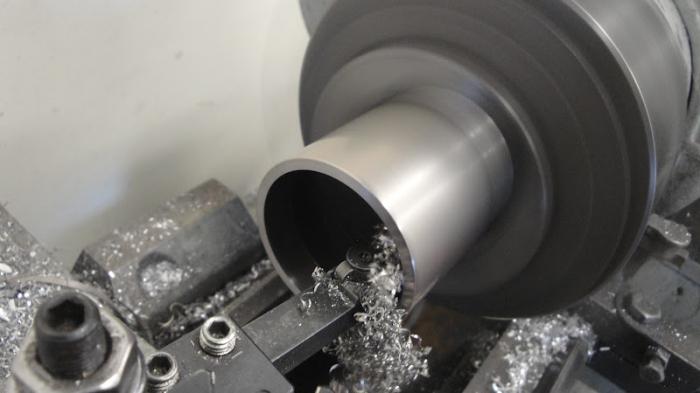
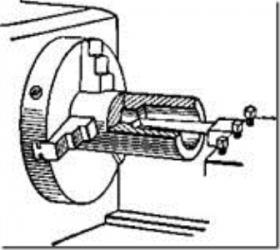
монтаж пристосування
Встановлюється різець розточний в оправлення, що мають гнізда для установки відповідного профілю державки. Вони бувають різних типів. Також вони мають конічний хвостовик по ГОСТ. Різець розточний фіксується механічно. При обробці глибоких отворів або малих діаметрів застосовують перехідні оправлення. Їх підбирають так, щоб можна було встановити в конус шпинделя верстата. Короткі консольні оправлення дозволяють встановити одночасно два різця і працювати як комбінованим інструментом, що підвищує продуктивність при обробці великих отворів. Це зручно в даному випадку. Також обробку отворів виробляють на універсальних верстатах, де застосовується розточний. Від звичайного зазначеного інструменту він відрізняється розміром державки і способом кріплення. Оправлення тут не застосовують. Хвостовик різця має масивне перетин (25х25, 32х25, 40х40 мм) і кріпиться в різцетримачем верстата гвинтами.
Роботи по металу завжди виробляються за допомогою спеціальних пристосувань, так як без них це буде просто неможливо. Різці щільно увійшли в металообробну промисловість. Не важливо, що використовується, розточний різець, різьбовий різець або щось інше. Важливим є те, що використання даної речі пов'язане з певною, специфічної роботою.
Можливо, ви думаєте, що різці (, твердосплавні, відігнуті, завзяті і ін.) Все використовуються однаково, різниця лише в формі. Але це не так. Кожен вид різців має свої функції, які він виконує краще за інших, і так само свої мінуси, грунтуючись на яких ви зрозумієте, як конкретний вид різця застосовувати не варто.
Вибираючи необхідний різець, потрібно поставитися відповідально до підготовки перед вибором. Заздалегідь вивчивши запропоновані варіанти, ви не будете відволікатися, вас неможливо буде відвернути красивою назвою - ви будете просто відразу орієнтовані на те, що потрібно вам на практиці, а не в теорії.
Особливі види розточувальних різців
різцем називають ріжучий інструмент (Його назвали по типу дії), який призначається для робіт з металевими предметами (деталей, заготовок). В основному його використовують на токарних, довбальних, стругальних апаратах для однойменного виду робіт. Принцип його роботи - поступове, шар за шаром, зняття металу в потрібних місцях. Очевидно, що через специфіку виконуваних робіт, у різця завжди є ріжучакромка. Найпопулярніші види різців - розточний різець, прохідний різець, відрізний.
Але даними видами різноманіття різців не обмежується, просто вони використовуються рідше через специфічність виконуваних робіт.
расточной різець має свою специфіку роботи. Його використання передбачає растачивание вже створених наскрізних отворів, глухих отворів. Ці отвори, створюються під час свердління, штампування, виливки заготовки, але допрацьовувати їх потрібно різцем.
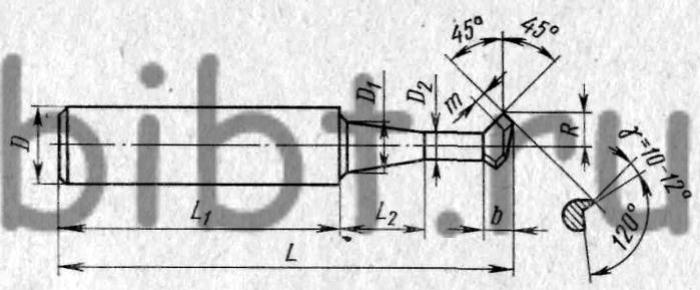
Расточной різець застосовують для розточування отворів діаметром понад 40 мм в кор пусних деталях. Різці закріплюються в гнѐздах розточувальних оправок в перпендикулярному (ξ \u003d 90о) або похилому (ξ \u003d 45, 60 градусів) положенні по відношенню до осі оправлення.
Кріплення державочние різців в гнѐздах оправок і борштанг виконується нерегульованим або регульованим з точністю установки до 0,005 мм.
При похилому розташуванні різця щодо осі отвору під некото- рим кутом ξ кути в плані у різця змінюються: φН \u003d φ + ξ; φ1Н \u003d φ1 - ξ. Це треба враховувати при проектуванні різця.
Параметри режиму різання: глибина різання, 2 0 t мм D D П, де Dп - діаметр попереднього отвору; D0 - діаметр остаточного отвору; допускається швидкість різання м / хв; Т t S З К V m x v y v V V Т - частота обертання шпинделя; Області 1000 1 0 хв D V n Т - подача поздовжня (S пр) або поперечна (Sп) (мм / об); хвилинна подача Sмин \u003d S ∙ n (мм / хв).
Расточной різець має свою класифікацію.
Їх часто поділяють в залежності від типу конструкції:
- Прямі (лінія осі головки паралельна державочние осі).
- Відігнуті (головка різця відхиляється в сторону).
- Вигнуті (державочние вісь має вигин).
- Відтягнуті (інструментарно приготування вже).
- Інші (творіння новаторів, які не мають широкого поширення).
Расточной різець кожного виду має свою специфіку використання, в якихось роботах справляючись краще, в якихось гірше. Використовують розточувальні різці в тих випадках, коли немає свердел або зенкерів необхідного діаметра, повинна бути забезпечена точність і прямолінійність входження отвори, інші види обробки недостатньо точні і «чисті», при малій довжині отвору, при ширині отвору, яка виходить за рамки найбільших діаметрів іншого обладнання. Можна сміливо стверджувати, що розточний різець хоч і не універсальний, але досить затребуваний предмет, який знайде застосування в будь-якому металообробне підприємстві.
Расточной різець і інші варіанти використовуються часто, хоч для них в більшості випадків і є альтернативи. Просто різці набагато більш прості у використанні, так як людський фактор при обробленні деталі різцем практично відсутня.
Купувати розточний різець потрібно уважно, усвідомлено. Почитайте інформацію, зробіть висновки про те, які види робіт доведеться їм виконувати, які характеристики від нього вам потрібні. Приділіть увагу і виробникам - пошуки в інтернеті цілком можуть вам розповісти, кому можна довіряти, а чия продукція викликає сумнів у споживачів. Усвідомлені покупки завжди служать набагато довше, ніж ті, які відбувалися за принципом «прийшов, купив». Фахівці нашої компанії проконсультують з усіх питань.


